
نورد سرد
برخلاف نورد گرم که در دمای بسیار بالا (بالاتر از ۱۱۰۰ درجه سانتیگراد) انجام میشود، نورد سرد فرآیندی است که روی محصولات نیمهتمام خروجی از نورد گرم؛ عمدتا ورقهای کلاف گرم، و در دمای محیط یا کمی بالاتر از آن به دلیل حرارت ناشی از تغییر شکل فلز انجام میگیرد. در این فرآیند، ورقها با دقت بسیار بالا نازکتر میشوند، تختی آنها بهبود یافته و خواص مکانیکی مانند سختی و مقاومت کششی بهطور یکنواخت در تمام سطح ورق توزیع میشود. نورد سرد نه تنها کیفیت سطح ورق را افزایش میدهد، بلکه امکان تولید ورقهای فولادی با تلرانس ابعادی دقیق و آمادهسازی آنها برای مصارف صنعتی، خودروسازی، بستهبندی و ساختوساز را فراهم میکند. با استفاده از تجهیزات پیشرفته و سیستمهای کنترل دقیق، خطوط نورد سرد در فولادسازی مدرن به یک مرحله کلیدی برای افزایش ارزش افزوده محصولات فولادی تبدیل شده و نقش حیاتی در فرآیند تولید ورقهای با کیفیت بالا ایفا میکنند.
خطوط نورد اصلی
خطوط تکمیلی و حرارتی
خطوط پوششدهی سطحی
خطوط اصلاح و آمادهسازی محصول
تکنولوژیها و تجهیزات کلیدی CISDI در نورد سرد
خطوط نورد اصلی
نورد سرد شامل TCM برای ورقهای نازک خودرو و لوازم خانگی، CRM برای ظرفیت متوسط و انعطافپذیر، SPM برای بهبود سطح و آمادهسازی قبل از پوششدهی، و Temper برای ورقهای ضخیمتر و ارتقای خواص مکانیکی است.
خطوط تکمیلی و حرارتی
خطوط تکمیلی نورد سرد شامل عملیات حرارتی آنیلینگ برای بهبود شکلپذیری و خواص مکانیکی، خط اسیدشویی برای حذف پوسته اکسیدی و آمادهسازی ورق، و خط تمیزکاری الکترولیتی برای زدودن ناخالصیها و روغن از سطح است
خطوط پوششدهی سطحی
شامل گالوانیزه پیوسته برای ایجاد لایه روی یا آلیاژی و محافظت در برابر خوردگی، قلعاندود و کروماندود برای تولید ورقهای مورد استفاده در صنایع بستهبندی و قوطیسازی و پوشش رنگی برای افزایش مقاومت و ایجاد تنوع ظاهری در ورقهای سرد یا گالوانیزه در کاربردهای ساختمانی و صنعتی است.
خطوط اصلاح و آمادهسازی محصول
خطوط تکمیل نورد سرد شامل CTL برای برش ورق و تولید شیتهای با طول مشخص و کاربرد مستقیم در صنایع مختلف، Slitting Line برای برش کلاف به نوارهای باریکتر و قابل استفاده در فرآیندهای بعدی، و Leveling Line برای بهبود تختی، حذف موج و افزایش کیفیت سطح ورق پیش از تحویل به مشتری است.
تکنولوژیها و تجهیزات کلیدی CISDI در نورد سرد
\شامل AGC برای کنترل دقیق ضخامت، کنترل تختی و پروفیل در زمان واقعی، HGC برای تنظیم هیدرولیکی غلتکها، بهکارگیری اسیدشویی پیشرفته جهت کاهش مصرف اسید و بهبود سطح، و کورههای کممصرف آنیلینگ برای صرفهجویی انرژی و یکنواختی دما است.
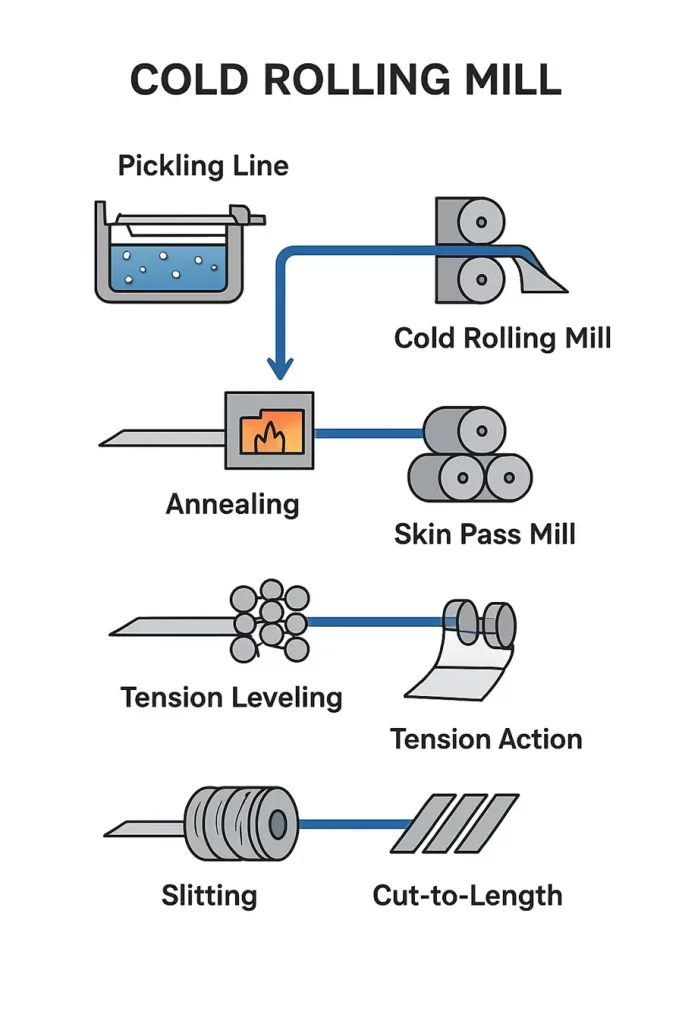
طرح کلی مراحل نورد سرد
اهداف اصلی نورد سرد
۱- کاهش ضخامت ورق با دقت بسیار بالا.
۲- بهبود کیفیت سطح (صافی و یکنواختی).
۳- افزایش استحکام مکانیکی (از طریق کارسختی).
۴- کنترل دقیق خواص متالورژیکی.